
Пластины для изготовления клише
Фотополимеризующиеся пластины Iwahashi MX II для изготовления штампов
Фотополимеризующиеся водовымывные пластины Iwahashi MX II благодаря более высокой для полимерных материалов температурной устойчивости могут использоваться вместо цинковых или магниевых клише, при изготовлении штампов матриц как во флексографской печати, так и для изготовления резиновых штампов. Кроме того они могут быть использованы в качестве клише при изготовлении матриц в газетной печати.
Особенности пластин:
- Проявление водой без необходимости применения каких-либо химикатов, этим они похожи на MIRACLON.
- Превосходное воспроизведение изображения.
- Устойчивость к воздействию высокой температуры.
- Легкость в обращении и обработке из-за твердости пластины
- Отсутствие потери качества при длительных сроках хранения (до 1 года).
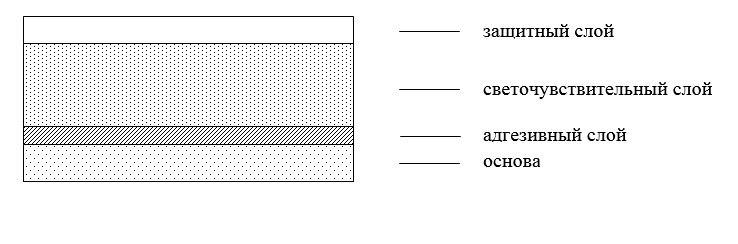
Пластины сверху покрыты защитной пленкой, предохраняющей фотополимерный слой от окисления и воздействия влаги. Перед обработкой эту пленку необходимо удалить.
ТИПЫ ПЛАСТИН
Тип пластин |
Тип основы |
Толщина |
Высота рельефа |
Размер |
|
MXII - 100 |
Сталь |
1,00 мм |
0,68 мм |
А1, А2, А3, А4 |
|
MXII - 130 |
Сталь |
1,30 мм |
1,00 мм |
А1, А2, А3, А4 |
|
MXII - 145 |
Сталь |
1,45 мм |
1,13 мм |
А1, А2, А3, А4 |
|
MXII - 165 |
Сталь |
1,65 мм |
1,33 мм |
А1, А2, А3, А4 |
|
MXII - 175S |
Сталь |
1,75 мм |
1,42 мм |
А1, А2, А3, А4 |
|
MXII - 190S |
Сталь |
1,90 мм |
1,58 мм |
А1, А2, А3, А4 |
|
MXII - 200 |
Алюминий |
2,00 мм |
1,40 мм |
А1, А2, А3, А4 |
|
MXII - 220 |
Алюминий |
2,20 мм |
1,60 мм |
А1, А2, А3, А4 |
|
MXII - 270 |
Алюминий |
2,70 мм |
2,10 мм |
А1, А2, А3, А4 |
|
MX -H-71 |
Сталь |
0,71 мм |
0,50 мм |
А1, А2, А3, А4 |
|
MX -H-83 |
Сталь |
0,83 мм |
0,62 мм |
А1, А2, А3, А4 |
|
MX -H-100 |
Сталь |
1,00 мм |
0,68 мм |
А1, А2, А3, А4 |
|
MX -H-130 |
Сталь |
1,30 мм |
0,98 мм |
А1, А2, А3, А4 |
|
MX -H-145 |
Сталь |
1,45 мм |
1,13 мм |
А1, А2, А3, А4 |
|
MX -H-148 |
Сталь |
1,48 мм |
0,98 мм |
А1, А2, А3, А4 |
|
MX -H-175 |
Алюминий |
1,75 мм |
1,00 мм |
А1, А2, А3, А4 |
Руководство по обработке
Требования к негативу и созданию при копировании необходимого контакта между пленкой и фотополимерным слоем аналогичны тем, которые существуют для пластин Miraclon. Плотность негатива должна быть выше 3.00 ед.
При копировании фотополимерных пластин необходимо использовать вакуумную поливинилхлоридную пленку, а не стекло, так как стекло поглощает ультрафиолет и сложнее очищается от пыли.
Экспонирование
Время экспонирования для разных типов пластин IwahashiMXII
(для типа Н аналогично)
Источник света: УФ люминисцентные лампы 16 х 40 W
Расстояние до источника: 4,5 см
Время экспонирования:
2 – 3 мин. для MX II-100, MX II-130, MX II-145
3 – 4 мин. для MX II-200, MX II-220, MX II-270
Проявление
Режимы проявления пластин в щеточных машинах:
|
ТИП ПЛАСТИН |
Температура воды |
||
|
200 С |
300 С |
400 С |
|
|
MX II -100 |
3'30'' |
2'10'' |
1'35'' |
|
MX II -130 |
5'00'' |
3'00'' |
2'15'' |
|
MX II -145 |
5'30'' |
3'24'' |
2'30'' |
|
MX II -200 |
7'00'' |
4'20'' |
3'10'' |
|
MX II -220 |
8'00'' |
5'00'' |
3'40'' |
|
MX II -270 |
10'00'' |
6'30'' |
4'45'' |
Удаление воды
После проявления необходимо тщательно удалить с поверхности пластины капли воды впитывающим роликом или феном.
Сушка
После этого форма подсушивается в специальных сушильных устройствах при температуре 90 – 1000 С.
Примерное время сушки для разных типов пластин составляет:
MX II-100, MX II-130, MX II-145…………………….10 мин.
MX II-200, MX II-220……………………....………...……20 мин.
MX II-220………………………………………….......…........30 мин
Финишная засветка
Дополнительное облучение фотополимерных печатных форм необходимо для увеличения адгезии печатающих элементов к подложке и улучшения физико-механических характеристик форм. Дополнительное экспонирование производится ультрафиолетовым источником освещения в течение 10-20 минут. После этого форма готова к работе.
Возможные дефекты форм и их причины
|
Дефект |
Причина |
Меры |
|
Недостаточная глубина рельефа |
Пластина долгое время оставалась открытой при актиничном освещении |
Использовать в помещении неактиничное освещение (желтые лампы) |
|
Недостаточная плотность негатива |
Использовать негативы с плотностью выше 3.00 ед. |
|
|
Недостаточная резкость изображения или недостаточный рельеф |
Мал вакуум при копировании |
Увеличить вакуум и использовать матированную пленку. Использовать для прикатки негатива резиновый валик. |
|
Плотность негатива ниже 3 ед. |
Использовать пленку с плотностью выше 3 ед. |
|
|
Недостаточная твердость пластин |
Плохо удалена вода промокательным роликом после проявки |
Тщательнее удалять воду после промывки |
|
Недостаточная сушка |
Увеличить время сушки |
|
|
Недостаточная засветка |
Заменить старые лампы |
|
|
Появление белых пузырьков |
Черезмерно высокая температура сушки |
Не превышать температуру в 1000 С |
|
Недостаточно качественное удаление воды после вымывания |
Тщательно удалять воду впитывающим роликом |
|
|
Избыточная промывка |
Отрегулировать промывочную машину и время проявления |
|
|
Излом пластины |
Небрежная ручная обработка |
Обрабатывать пластину с осторожностьью, особенно при обрезке. При пониженной температуре в помещении желательно нагреть пластину до 400 С. |